











Продукция


-
Сталь 3Cr2W8V / Сталь H21 / Сталь 1.2581 / Сталь X30WCrV9-3 / Сталь SKD5 – жаропрочная штамповая сталь с высоким содержанием вольфрама
-
сталь Y3Cr13 / сталь Y30Cr13 / сталь UNS S42020 / сталь 420F / сталь 1.4029 / сталь X29CrS13 / сталь SUS420F — легкообрабатываемая мартенситная нержавеющая сталь
-

022Cr12Ni9Mo4Cu2AlTiсталь / UNS S46910сталь/ S51290сталь –новая мартенситно-стареющая нержавеющая сталь
-

Сталь 9Mn2V/ Сталь O2/Сталь 1.2842 / Сталь 90MnV2 — экономичные низколегированные холодноштамповые стали
-
сталь 3Cr13Mo / сталь 32Cr13Mo — мартенситная нержавеющая сталь
-

0Cr17Ni7Al сталь / 07Cr17Ni7Al сталь / S51770 сталь / UNS S17700 сталь / 631 сталь / 1.4568 сталь / X7CrNiAl17-7 сталь / SUS631 сталь / 09Х17Н7Ю сталь – полуаустенитная мартенситно-стареющая коррозионно-стойкая сталь
-
06Cr17Ni7AlTi сталь /S51778 сталь / UNS S17600 сталь /635 сталь — полуаустенитная дисперсионно-твердеющая нержавеющая сталь
-
Сталь 19Cr18Mo / 102Cr17Mo / UNS S44004 / 440C / 1.4125 / X105CrMo17 / SUS440C — Высокоуглеродистая высокохромистая мартенситная нержавеющая сталь
-
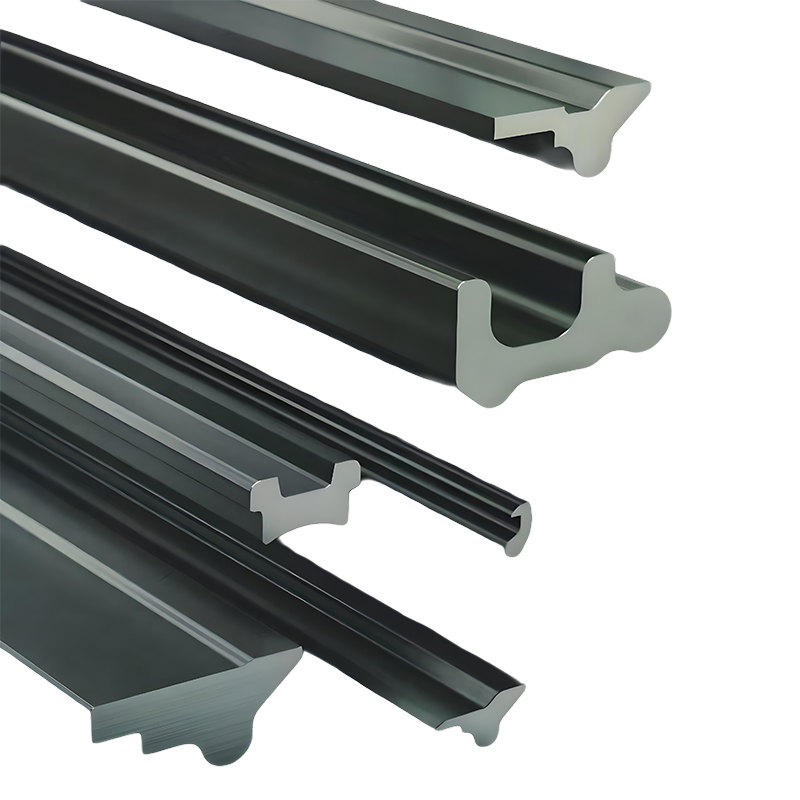
Профили специальной формы
-

сталь Y11Cr17 / сталь Y108Cr17 / сталь UNS S44020 / сталь 440F / сталь SUS440F — сталь для резки
-
Профили специальной формы
-
Гидроэлектротехнические и жаропрочные стали
-

UNS S10120Сталь —высокоуглеродистая мартенситная нержавеющая сталь
-

Cr8Mo2SiV сталь — новая среднелегированная сталь для холодного деформирования
-

Закалка осаждением нержавеющей стали
-

Сталь 0Cr15Ni25Ti2MoAlVB / 06Cr15Ni25Ti2MoAlVB / S51525 / UNS S66286 / 660 / X6NiCrTiMoVB25-15-2 / 1.4980 / SUH660 — аустенитная сталь, упрочняемая старением

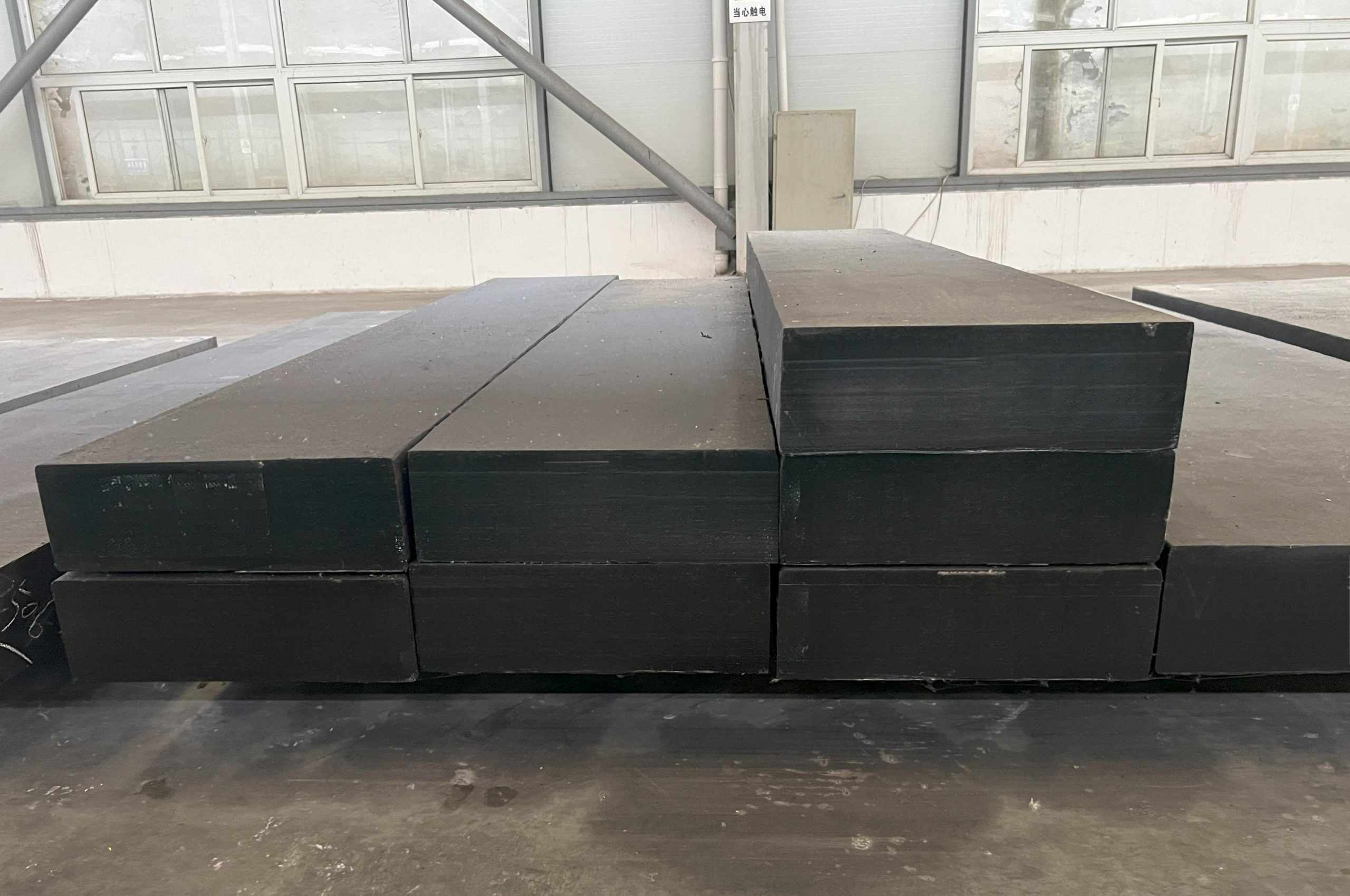
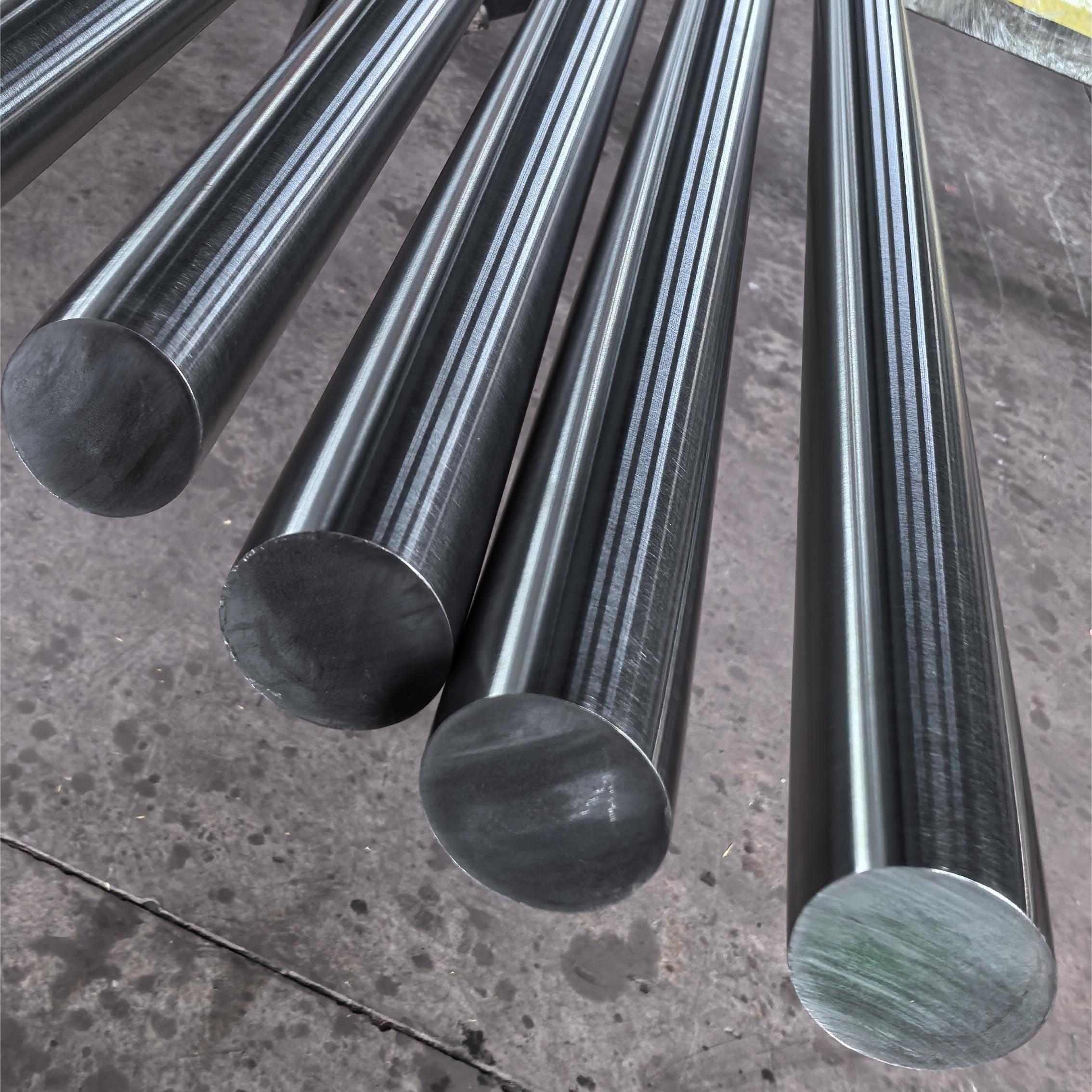
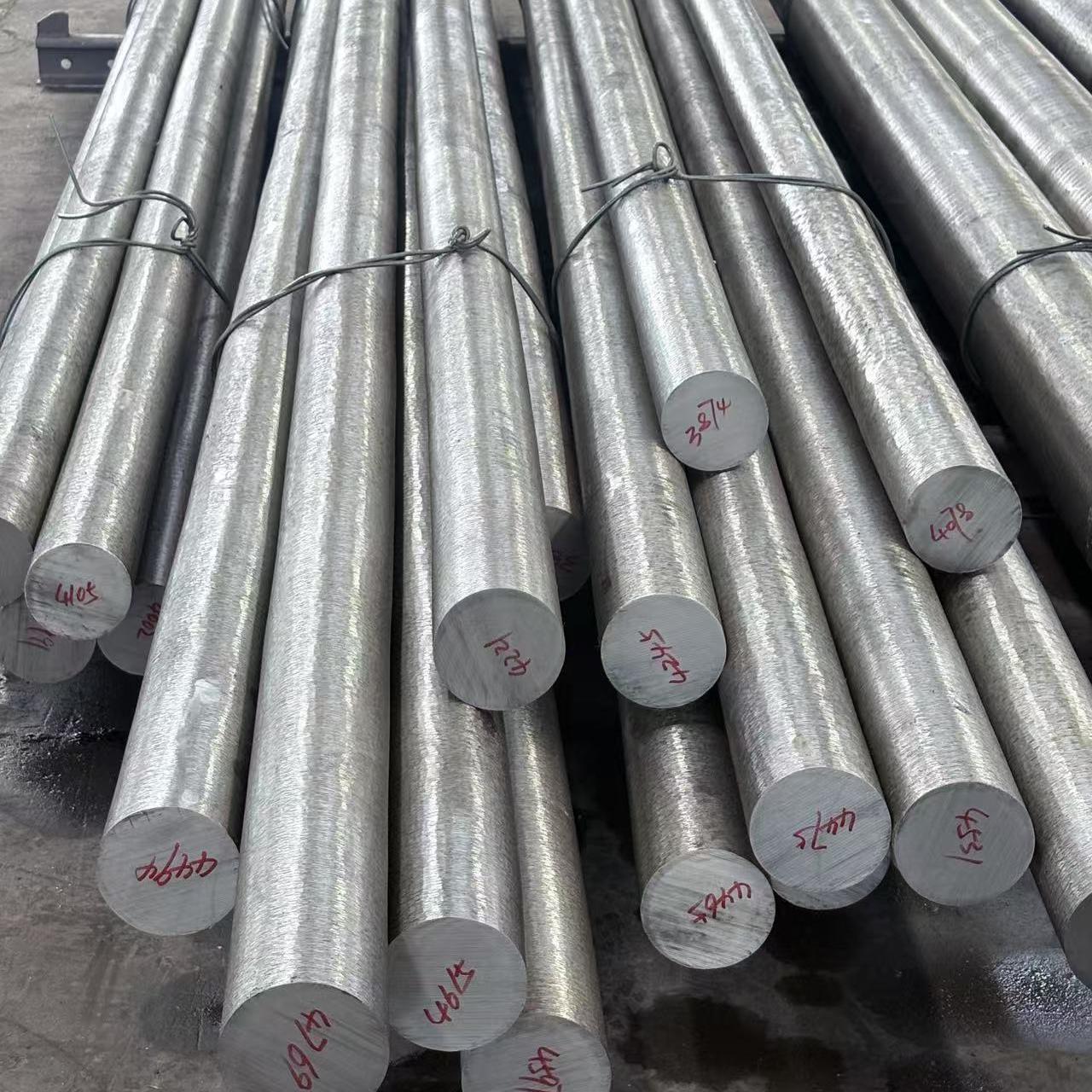
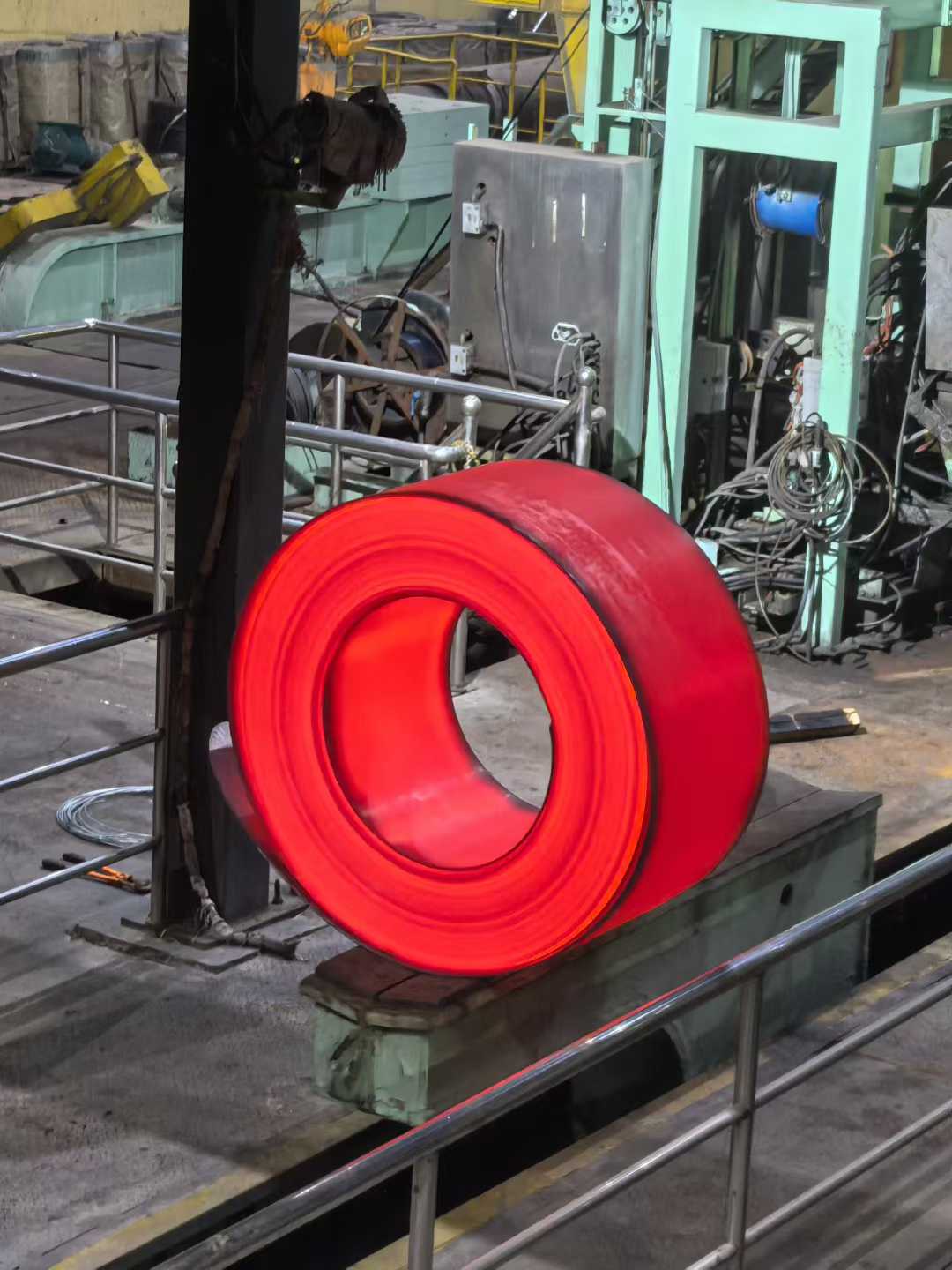
Сталь 4Cr5MoSiV1 / сталь H13 / сталь 1.2344 / сталь X40CrMoV 5-1 / сталь SKD61 — сталь для пресс-форм литья под давлением
ЭквивалентASTM A681 классуH13. Обладает хорошей вязкостью, высокойжаропрочностью, стойкостью к термической усталости и определенной износостойкостью. Закаливается на воздухе, имеет малую деформацию при термической обработке. Является одним из наиболее широко применяемых штамповых сталей для горячего деформирования. Однако, если требуется более высокая износостойкость, необходима поверхностная обработка, например, азотирование или нанесениеPVD-покрытия.
Описание
маркер
Применение: Подходит для изготовления пресс-форм для литья под давлением деталей из алюминия, меди и их сплавов, штампов для горячего выдавливания, инструментов для прошивки, сердечников, штампов для ковки на прессах, пресс-форм для пластика и т.д. Также может применяться для горячих ножей для обрезки, горячих пуансонов, сердечников пресс-форм для литья под давлением медных сплавов, толкателей и др.
Эквивалентные марки и действующие стандарты
| Марка стали | Номер стандарта | Название стандарта |
|---|---|---|
| 4Cr5MoSiV1 / T23353 | ГОСТ/Т 1299 | Инструментальные и формовочные стали |
| H13 / T20813 | ASTM A681 | Стандарт на сплавные инструментальные стали |
| 1.2344 / X40CrMoV 5-1 | DIN EN ISO 4957 | Инструментальные стали |
| SKD61 | JIS G 4404 | Сплавные инструментальные стали |
Химический состав (массовая доля, %)
| Элемент | C | Si | Mn | P | S | Cr | Mo | V |
|---|---|---|---|---|---|---|---|---|
| Содержание | 0.32–0.45 | 0.80–1.20 | 0.20–0.50 | ≤0.030 | ≤0.030 | 4.75–5.50 | 1.10–1.75 | 0.80–1.20 |
Типичное состояние поставки и механические свойства
| Состояние поставки | Механические свойства и твердость термообработанных образцов | ||||||
|---|---|---|---|---|---|---|---|
| Rp0.2 / (Н/мм²) | Rm / (Н/мм²) | A / % | Z / % | Akv² / Дж | HBW | HRC | |
| Отожженное состояние | / | / | / | / | / | ≤229 | / |
| Закаленное состояние (предварительный нагрев 790°С±15°С, нагрев до 1000°С (соляная ванна) или 1010°С (защитная атмосфера), выдержка 5–15 мин, охлаждение в масле; отпуск при 550°С±6°С дважды по 2 ч) | / | / | / | / | / | / | / |
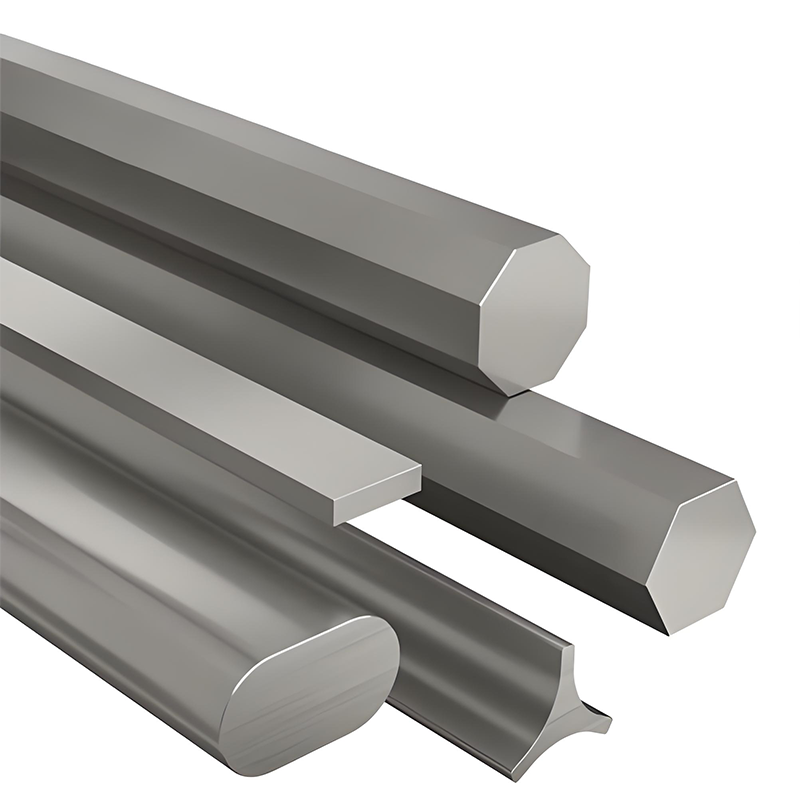
Форма продукции и диапазон размеров
| Форма продукции | Диапазон размеров |
|---|---|
| Круглое и квадратное прокатное | Диаметр или сторона: 5.0 мм – 1000 мм |
| Плоское прокатное | Толщина: 4.0 мм – 1000 мм
Ширина: 300 мм – 2200 мм |
связаться с нами
Сопутствующие популярные продукты

Сталь 0Cr15Ni5Cu2Ti / 05Cr15Ni5Cu2Ti — Мартенситная дисперсионно-твердеющая нержавеющая сталь
Обладает превосходными прочностью, вязкостью и коррозионной стойкостью, а также хорошей свариваемостью и обрабатываемостью. Высокая прочность достигается старением. Благодаря содержанию меди обладает определенными антибактериальными свойствами. Однако чувствительна к водородному охрупчиванию, имеет ограниченную жаростойкость при высоких температурах, а стоимость выше, чем у обычных нержавеющих сталей.

Сталь 9CrWMn / Сталь O1/1.2825 / Сталь 95MnWCr5/ Сталь SKS3 — низколегированная инструментальная сталь для холодного деформирования
Её комплексные характеристики превосходят традиционную сталь CrWMn. Обладает хорошей обрабатываемостью, легко поддаётся резанию и формообразованию, имеет определённую прокаливаемость и износостойкость, при закалке деформации невелики, карбиды распределены равномерно, их частицы мелкие. Однако свариваемость низкая, требуется строгое проведение предварительной термической обработки.
Профили специальной формы
Диапазон спецификаций: В соо тветствии с т ехническими требованиям и. Тип материала: ● Мартенситная нержавеющая сталь ● осажденная закаленная нержавеющая сталь ● Сталь для горячих штамповок ● Сталь для холодных штамповок ● Сталь для пластмассовых штамповок ● Никелевая легированная сталь
Сталь 9Cr18MoV / 90Cr18MoV / UNS S44003 / 1.4112 / X90CrMoV18 / SUS440B — Высокоуглеродистая высокохромистая мартенситная нержавеющая сталь
Модификация стали 9Cr18Mo с добавкой ванадия (V). Карбиды ванадия измельчают зерно, что дополнительно повышает твёрдость, износостойкость и термическую стабильность при сохранении коррозионной стойкости. Свариваемость крайне низкая; необходимы строгий предварительный подогрев и термообработка после сварки.

UNS S45000сталь/ XM-25сталь – мартенситная дисперсионно-твердеющая нержавеющая сталь
Отличная прочность, стойкость к коррозии и хорошие технологические свойства. Высокая прочность достигается за счет старения при термической обработке, его свариваемость лучше, чем у обычных мартенситных нержавеющих сталей, но стоимость выше, вязкость в условиях глубокого охлаждения ограничена, а склонность к деформационному упрочнению выражена.

UNS S35500 сталь / / 634 сталь — мартенситная дисперсионно-твердеющая нержавеющая сталь
Краткое описание: Обладает высокой прочностью, хорошей коррозионной стойкостью и отличными механическими свойствами, технология термической обработки проста, свариваемость хорошая и легко обрабатывается, однако в некоторых агрессивных средах (например, с высоким содержанием ионов хлора) коррозионная стойкость уступает аустенитной нержавеющей стали, а стоимость выше.

сталь 9Cr18 / сталь 95Cr18 / сталь S44090 / сталь 95X18 — высокоуглеродистая мартенситная нержавеющая сталь
По сравнению с мартенситными сталями типа Cr17 обладает несколько более высокой коррозионной стойкостью, остальные свойства аналогичны Cr17. Однако вследствие склонности к образованию неравномерных карбидов качество и характеристики стали могут ухудшаться, поэтому в процессе производства этому необходимо уделять особое внимание.
0Cr17Ni7Al сталь / 07Cr17Ni7Al сталь / S51770 сталь / UNS S17700 сталь / 631 сталь / 1.4568 сталь / X7CrNiAl17-7 сталь / SUS631 сталь / 09Х17Н7Ю сталь – полуаустенитная мартенситно-стареющая коррозионно-стойкая сталь
Добавление алюминия в полуаустенитную дисперсионно-твердеющую нержавеющую сталь обеспечивает хорошую электропроводность и износостойкость, сочетая свойства аустенитных и мартенситных нержавеющих сталей. Путем старения при термической обработке достигается баланс высокой прочности и хорошей коррозионной стойкости. Её состав оптимизирован на основе аустенитной нержавеющей стали типа 18-8, а уникальный механизм упрочнения за счёт фазового превращения реализуется за счёт точного контроля содержания алюминия. В состоянии после закалки эта марка стали имеет смешанную структуру с преобладанием аустенита, что облегчает формовку и обеспечивает хорошую обрабатываемость в холодном состоянии. Последующая обработка старением может индуцировать мартенситное превращение и выделение интерметаллического соединения NiAl, что приводит к значительному повышению прочности. В отношении коррозионной стойкости материал сохраняет отличные характеристики, близкие к нержавеющей стали 304. Пассивирующий слой, образованный 17% содержанием хрома и 7% содержанием никеля, демонстрирует стабильность в большинстве атмосферных условий и нейтральных средах. Кроме того, после дисперсионного твердения материал сохраняет хорошую устойчивость к коррозионному растрескиванию под напряжением, а его сопротивление коррозионному растрескиванию под напряжением в хлоридных средах значительно превосходит таковое у традиционных мартенситных нержавеющих сталей.

сталь 17Cr16Ni2 / сталь UNS S43100 / сталь 431 / сталь 1.4057 / сталь X17CrNi16-2 / сталь SUS431 / сталь 14X17H2 — высоко легированная мартенситная нержавеющая сталь
Стали 17Cr16Ni2, UNS S43100, 431, 1.4057, X17CrNi16-2, SUS431, 14X17H2 сохраняют высокую прочность мартенситных нержавеющих сталей, но за счет оптимизации соотношения хрома и никеля значительно улучшают их комплексные характеристики, повышая ударную вязкость по сравнению с традиционными мартенситными сталями. Они обладают высокой прочностью и определенной вязкостью, что делает их подходящими для работы в условиях высоких нагрузок и слабых коррозионных сред. Их обрабатываемость значительно улучшена по сравнению с 14Cr17Ni2 (1Cr17Ni2), а пластичность при термической обработке хорошая, что позволяет использовать процессы ковки, горячей прокатки и другие. Однако из-за более высокого содержания углерода (около 0,12–0,22%) и мартенситной структуры, способность к холодной обработке ограничена. Обычно для холодной обработки требуется состояние отжига или применение горячей обработки. Коррозионная стойкость данной стали находится между 1Cr17Ni2 и аустенитными нержавеющими сталями. Она проявляет хорошие характеристики в слабокислых, органических кислотах и нейтральных средах, особенно имеет хорошее сопротивление к воздействию азотной и уксусной кислот, но в средах с хлоридными ионами следует применять с осторожностью. Сварочные свойства этой стали средние; для предотвращения холодных трещин необходимо использовать предварительный подогрев и термическую обработку после сварки. С помощью оптимизации термической обработки (например, низкотемпературный отпуск) можно дополнительно повысить прочностно-вязкостные характеристики, что делает этот материал важным для производства высококачественного оборудования.
Сталь 3Cr2MnNiMo/сталь 40CrMnNiMo8-6-4 — предварительно закалённая сталь
Аналог стали 718 компании ASSAB из Швеции. Обладает хорошим комплексом механических свойств, высокой прокаливаемостью, обеспечивает равномерное распределение твёрдости по сечению крупногабаритных заготовок после термоупрочнения, имеет отличную полируемость и хорошую свариваемость, но отличается относительно высокой стоимостью и посредственной обрабатываемостью резанием.

Инструментальная сталь и штамповая сталь
Типичные марки стали: ASTM A959 UNS S43100(431、14Cr17Ni2) 431 сталь является классической мартенситной нержавеющей сталью, одной из лучших по сочетанию прочности и вязкости среди мартенситных нержавеющих сталей. Она обладает хорошей коррозионной стойкостью к окислительным кислотам, большинству органических кислот и водным растворам органических солей. Сталь обладает хорошей термической стабильностью, способна сохранять свои механические свойства и стабильность структуры при высоких температурах.

Сталь 10Cr12Ni3Mo2VN / 1Cr12Ni3Mo2VN — Мартенситная нержавеющая сталь
Обладает сбалансированным комплексом свойств: высокая прочность, вязкость, усталостная прочность и стабильность в среднеагрессивных средах. Подходит для условий высоких температур и давлений. Свариваемость низкая, обязательны предварительный подогрев и последующая термообработка. Стоимость высокая.
Сталь 9Mn2V/ Сталь O2/Сталь 1.2842 / Сталь 90MnV2 — экономичные низколегированные холодноштамповые стали
Легирование марганцем и ванадием обеспечивает уникальный баланс свойств. Обладает высокой твёрдостью и износостойкостью, незначительно деформируется при закалке, имеет хорошую прокаливаемость, но низкую жаростойкость, рабочая температура не должна превышать 150°C.

1Cr15Ni4Mo3Nсталь/ 13Cr15Ni4Mo3Nсталь — мартенситно-дисперсионно-твердеющая нержавеющая сталь
Обладает высокой прочностью, хорошей коррозионной стойкостью и свариваемостью. После соответствующей термической обработки её предел прочности при растяжении может достигать высокого уровня, что позволяет сохранять структурную стабильность в различных сложных условиях. Однако её окислительная стойкость при высоких температурах относительно слабая, а обработка затруднена, что предъявляет высокие требования к оборудованию и технологиям.

Сталь 1Cr12Mo / 12Cr12Mo — Хромомолибденовая мартенситная жаропрочная сталь
Обладает высокой прочностью, твёрдостью и износостойкостью, а также умеренной коррозионной стойкостью и жаростойкостью. Склонна к образованию холодных трещин при сварке. Длительная эксплуатация при высоких температурах может привести к снижению вязкости. Применяется при требованиях к высокой прочности в сочетании с ограниченной коррозионной стойкостью. Необходим строгий контроль режимов обработки и термообработки.

UNS S11100 Сталь — высокоуглеродистая мартенситная нержавеющая сталь
Улучшенная версия нержавеющей стали 440A, с помощью закалки и отпуска можно достичь сверхвысокой твёрдости HRC 56-58, сохраняя при этом лучшую коррозионную стойкость, чем у обычных инструментальных сталей, превосходя антикоррозийные свойства традиционных инструментальных сталей. Однако обладает низкой вязкостью (ударная работа около 10 Дж), плохой свариваемостью, а высокое содержание карбидов хрома может приводить к неравномерной коррозионной стойкости.