











Китайский ASTM A686 завод: технологии?
2026-01-07
Когда слышишь ?ASTM A686 из Китая?, первое, что приходит в голову — это, конечно, цена. Но те, кто реально закупает инструментальную сталь для ответственных деталей, знают, что здесь кроется главный подвох. Многие думают, что спецификация — это просто цифры в сертификате, а китайский завод — это большая печь и дешевая рабочая сила. На деле же, разница между ?произвести металл? и ?произвести стабильно качественный инструментальный прокат по A686? — это пропасть, в которую легко провалиться с партией в несколько тонн. Я бы сказал, что вопрос не в ?технологиях? как в абстрактном понятии, а в том, как эти технологии контролируются изо дня в день на конкретном производстве. И здесь опыт бывает горьким.
Что скрывается за аббревиатурой A686 на практике?
Стандарт ASTM A686 — это не просто про химию и твердость. Это, по сути, требования к сталям для холодной штамповки, резки, вырубки. Ключевое — стойкость к истиранию, стабильность структуры, отсутствие внутренних напряжений, которые потом вылезут короблением в готовом инструменте. Когда мы начинали работать с китайскими поставщиками лет десять назад, частой проблемой была именно нестабильность. Партия вроде бы прошла испытания, а в следующей — внезапно повышенное содержание серы или фосфора, что убивает ударную вязкость. Или проблема с обезуглероживанием поверхности прутка — выглядит нормально, но после механической обработки на детали появляются мягкие пятна.
Сейчас ситуация, конечно, изменилась, но не везде. Технология — это не только современная ДСП-печь (дуговая сталеплавильная печь с ковшовым рафинированием), которая сейчас есть у многих. Это цепочка: контроль шихты — точное время и температура выдержки — режимы ковки или прокатки — контролируемое охлаждение — правильная термообработка. Пропустишь что-то на одном этапе — и вся работа насмарку. Например, для мартенситных сталей типа O1 или A2 (которые часто идут по A686) критична скорость охлаждения после закалки. Слишком быстро — риск трещин, слишком медленно — недобор твердости и нестабильность размеров при отпуске.
Один из наших ранних неудачных опытов был связан как раз с этим. Заказали партию прутков A2. Лабораторные образцы показали HRC 58-60, все в норме. Но когда клиент начал фрезеровать из них сложные вырубные матрицы, несколько штук потрескались просто на этапе черновой обработки. Причина, как выяснилось после долгих препирательств и нашего визита на завод, была в неравномерном охлаждении в штабеле после отпуска. Центр пакета остывал медленнее, создавая дополнительные внутренние напряжения. Завод тогда экономил на времени и не использовал принудительную циркуляцию воздуха в печи для отпуска. С тех пор мы всегда уточняем детали именно термического цикла.
Ключевые технологические узлы: на что смотреть?
Если говорить о современном китайском заводе, который реально делает качественный ASTM A686, то его визитная карточка — это не столько цех, сколько лаборатория. Спектрометр прямого чтения, установка для механических испытаний, микроскоп для металлографии — все это должно работать не ?для галочки?, а встроено в процесс. Видел я производства, где образец для химического анализа отбирают раз в плавку, а есть те, где это делают на каждом этапе рафинирования. Разница в цене конечного продукта может быть 10-15%, но в стабильности — на порядок.
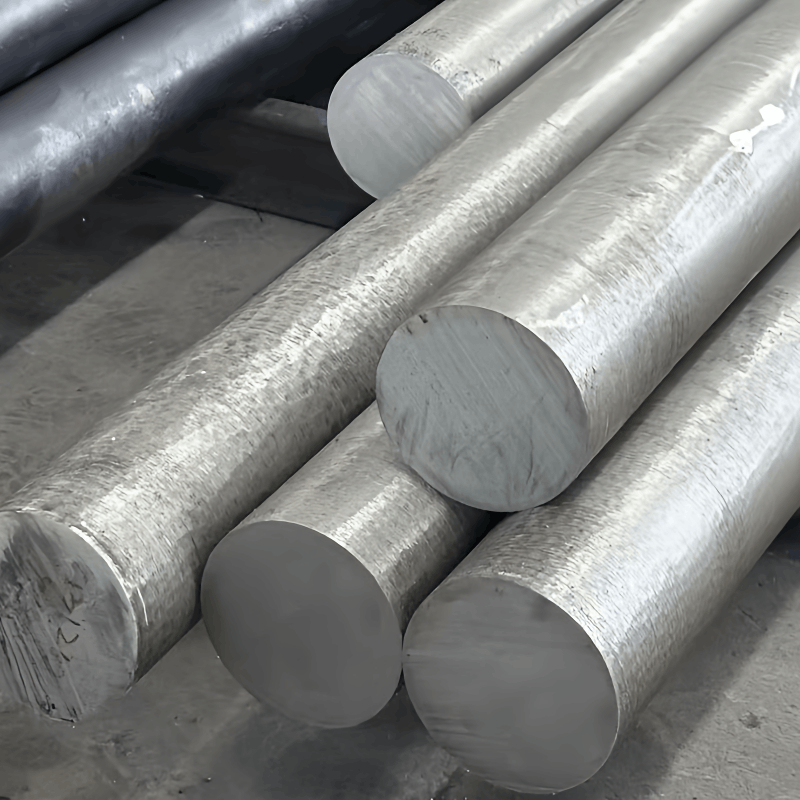
Второй критичный узел — ковка или прокатка. Для инструментальной стали важен не просто профиль, а качественная деформация, которая измельчает зерно и устраняет ликвацию (неоднородность химического состава). Криогенная обработка, о которой сейчас много говорят, — это уже следующий уровень, но она бессмысленна, если исходная структура неоднородна. На одном из заводов в Сычуане, с которым мы сейчас плотно сотрудничаем, обратил внимание на деталь: перед ковкой заготовки проходят индукционный нагрев, а не общий нагрев в печи. Это дает более точный контроль температуры по сечению, меньше окалины и, как следствие, меньше обезуглероживания.
И третий момент — финишная обработка и контроль. Шлифовка прутков, ультразвуковой контроль на внутренние дефекты, маркировка. Казалось бы, мелочи. Но когда получаешь партию, где каждый пруток чистый, ровный и с четкой лазерной маркировкой номера плавки и стали, — это сразу говорит о культуре производства. Это снижает риски для нашего клиента на этапе входного контроля.
Пример из практики: неочевидная связка
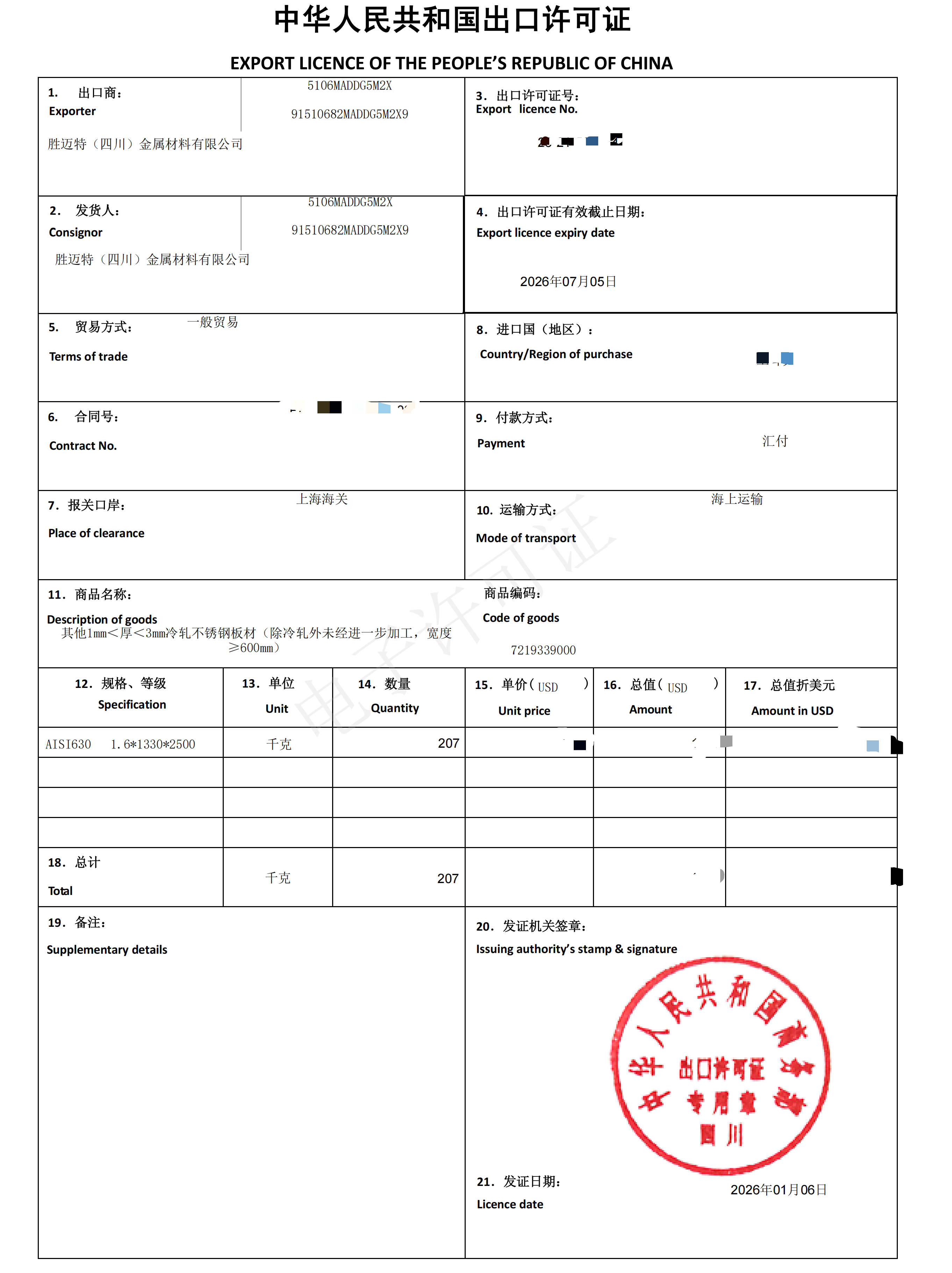
Хочу привести пример не с крупным гигантом, а с достаточно узкоспециализированным производителем. Мы несколько лет назад начали работать с ООО Шенгмайт (Сычуань) Металлический Материал (Экспортная компания). Их сайт — https://www.smtmaterial.ru — позиционирует их как экспортера, но за этим стоит их производственная база: Shifang Xingong Metal Materials Co., Ltd., основанная еще в 2003-м. Они не самые большие, но их фокус — именно специальные стали, включая те самые мартенситные, осаждающиеся закаленные и коррозионно-стойкие сплавы.
Что меня привлекло? Они изначально делали ставку не на объем, а на сложные запросы. Например, был у нас заказ на пластины из стали, аналогичной A686 Grade O1, но с ужесточенными допусками по неметаллическим включениям (по шкале ASTM E45). Большинство крупных заводов просто отмахивались: ?делаем по стандарту, и все?. А здесь инженер запросил чертежи будущего инструмента, обсудил режимы термообработки у конечного потребителя и скорректировал технологию раскисления стали в печи. В итоге партия вышла дороже, но детали из нее прожили на 30% дольше в условиях абразивного износа.
Их завод в зоне развития Шифана, конечно, не поражает масштабами как гиганты в Цзянсу или Ляонине. Но там видна именно ?притирка? технологий под конкретный результат. Они, кстати, часто поставляют не просто пруток или пластину, а предварительно обработанную заготовку (подвергнутую черновой обработке и термообработке), что для многих небольших инструментальных цехов в СНГ — большое подспорье. Это говорит о понимании конечного применения своей продукции.
Типичные риски и как их минимизировать
Несмотря на все успехи, риски остаются всегда. Главный, повторюсь, — нестабильность. Она может всплыть при смене партии сырья (шихты), при ремонте печи, даже при смене бригады. Как защищаться? Во-первых, никогда не работать с заводом ?вслепую?. Нужны не только сертификаты, но и отчеты о процессе (MTC — Mill Test Certificate с расширенными данными). Хорошо, если в сертификате есть не только химия и твердость, но и результаты ультразвукового контроля, макрофото структуры.
Во-вторых, обязательный аудит. Не виртуальный, а реальный. Смотреть нужно не на презентации, а на склады сырья (как маркированы, как хранятся), на журналы плавок, на калибровку оборудования в лаборатории. Задавать неудобные вопросы: ?Что вы делаете, если анализ на углерод в середине плавки вышел за рамки? Перерабатываете всю плавку или корректируете?? Ответы очень показательны.
В-третьих, начинать с пробной партии, которую потом можно будет проверить у независимой лаборатории и, главное, в реальных условиях эксплуатации. Идеально — сделать из этой стали пробную партию инструмента и испытать его. Только так можно быть уверенным в качестве ASTM A686.
Вместо заключения: технологии как процесс, а не ярлык
Так что, возвращаясь к заглавному вопросу. Технологии на китайском заводе по производству ASTM A686 — это не волшебная кнопка. Это ежедневная, рутинная, часто скучная работа по контролю сотни параметров. Уровень этой работы сейчас в Китае очень разный. Есть заводы, которые догнали и перегнали многих европейских коллег по оснащению и строгости контроля. А есть те, кто все еще работает по старинке, выдавая нестабильный продукт по привлекательной цене.
Выбор поставщика — это всегда компромисс между ценой, качеством и стабильностью. Но в нашем сегменте инструментальной стали стабильность часто выходит на первое место. Потому что стоимость простоя пресса или штамповочной линии из-за сломанной матрицы несопоставима с разницей в цене за килограмм стали.
Поэтому, когда вам говорят ?у нас есть технологии для A686?, стоит копнуть глубже. Спросить про конкретные марки, которые они хорошо делают (например, O1, A2, D2), попросить кейсы, связаться с их существующими клиентами. Как в случае с Shifang Xingong Metal Materials через их экспортное подразделение — их сила в специализации на определенных типах сталей и готовности подстраиваться под сложные задачи. Это и есть тот самый практический показатель технологической зрелости, который стоит искать, а не красивые буклеты с фотографиями цехов.