











Китай en 10302 заводы: технологии?
2026-01-29
Когда слышишь ?Китай, EN 10302, заводы?, первое, что приходит в голову — масштаб и цена. И это главная ловушка. Многие думают, что за этой цифрой скрывается нечто стандартное, конвейер. Но на деле, если копнуть, это история не столько о стандарте, сколько о том, как его интерпретируют и, что важнее, реализуют на конкретном производстве. Технология здесь — это не абстракция, а ежедневная практика, полная компромиссов между теорией сплава, возможностями оборудования и, будем честны, коммерческой целесообразностью.
Что на самом деле скрывается за EN 10302?
EN 10302 — это европейский стандарт на коррозионно-стойкие, жаростойкие и жаропрочные стальные и никелевые сплавы. Ключевое слово — ?европейский?. Китайские производители работают с ним, но их отправная точка часто — своя, внутренняя система GB или просто техническое задание заказчика. Отсюда и первый нюанс: когда ты запрашиваешь сталь по EN 10302, скажем, ту же 1.4542 или 1.4571, тебе могут предложить ?аналог?. И вот здесь начинается самое интересное.
Аналог аналогу рознь. Можно формально выдержать химию по стандарту, но ?не дотянуть? по неметаллическим включениям или микроструктуре. Или наоборот — переложить дорогих легирующих, но испортить всё неоптимальным режимом термообработки. Я видел партии прутка из одного китайского цеха, где по сертификату всё идеально, а на микрошлифе — неравномерность карбидов, которая аукнется при последующей штамповке. Поэтому вопрос ?заводы: технологии?? упирается в контроль именно этих, не всегда очевидных параметров.
Часто упор делают на главное: коррозионную стойкость, прочность при высокой температуре. Но для конечного изделия — скажем, для формовочного инструмента — критична стабильность свойств по всей длине заготовки, её обрабатываемость на ЧПУ. И вот тут некоторые поставщики спотыкаются. Технология — это ведь и последовательность: как варили электродуговой печью, как разливали, как ковали или прокатывали, как отжигали. Пропуск или упрощение любого этапа ради экономии — это и есть реальный технологический уровень.
Опыт из цеха: между теорией и практикой
Расскажу на примере, с которым работал. Нужна была мартенситная нержавеющая сталь для пресс-форм, работающих в агрессивной среде. По спецификации подходила одна из марок по EN. Нашли производителя в провинции Сычуань, не гиганта, а предприятие среднего масштаба. В их каталоге значилась нужная марка. Первые образцы пришли — вроде бы нормально, механические свойства на месте.
Но когда начали делать пробную обработку, фрезы стали изнашиваться быстрее обычного. Стали разбираться. Оказалось, проблема в твердости по Бринеллю. Она была в допуске, но на верхней границе, и главное — ?плавающая? по сечению. Обсудили с технологом завода. Их логика была проста: чтобы гарантировать прочность, они дали более интенсивную закалку. Но не учли, что для нас важнее однородность и обрабатываемость. Это классический разрыв: их KPI — прочность на разрыв, наш — стойкость инструмента и чистота поверхности после фрезеровки.
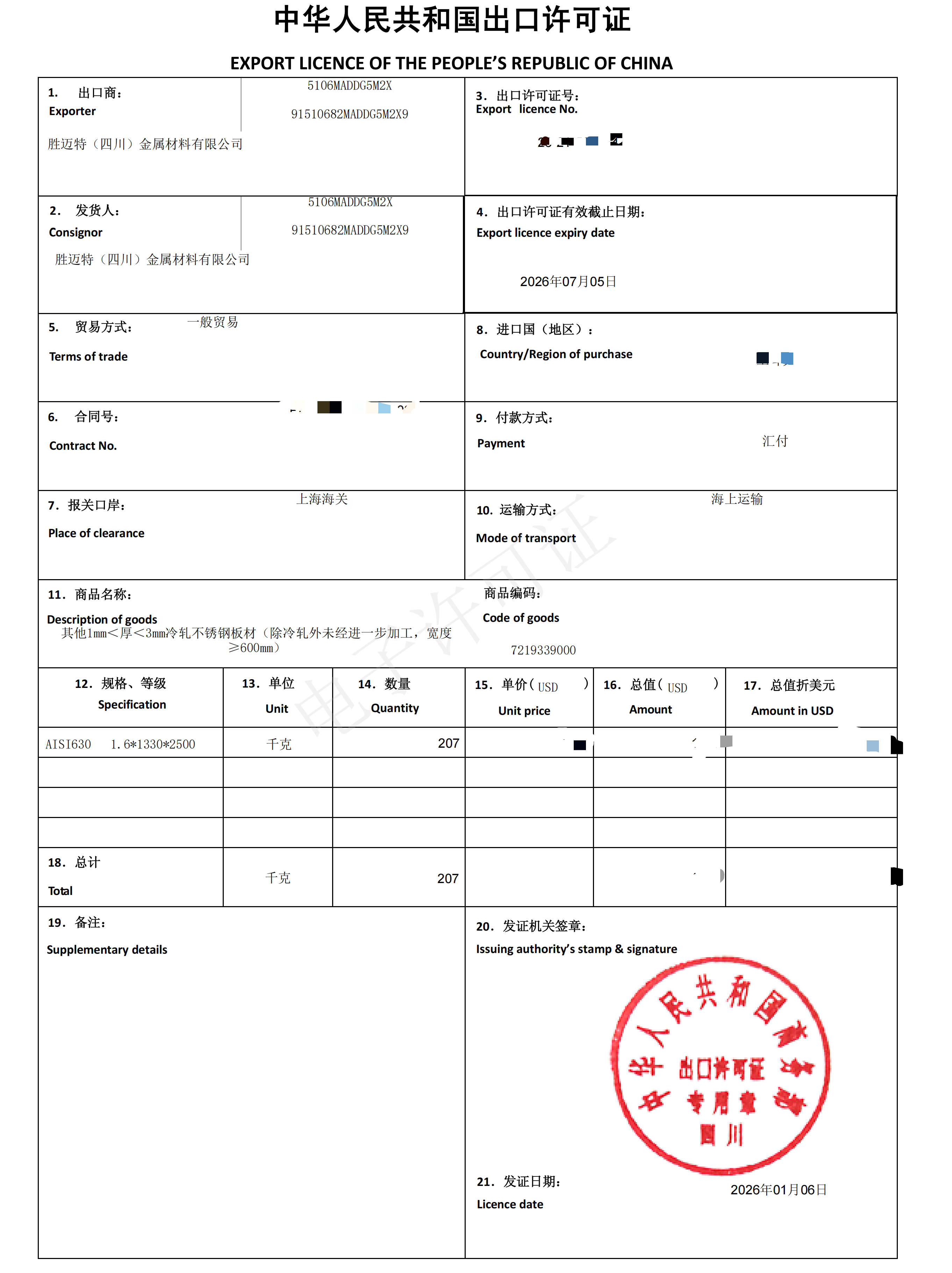
Пришлось буквально на пальцах объяснять, что нам нужно. В итоге они скорректировали режим отпуска. Это увеличило цикл производства, но дало нужный результат. Этот случай — иллюстрация того, что технология это диалог. Не просто отгрузка по стандарту, а понимание, для чего конечный продукт. Кстати, позже я узнал, что это предприятие — Shifang Xingong Metal Materials Co., Ltd., и они как раз заточены на специальные материалы для инструментальной оснастки. Их сайт — smtmaterial.ru — ведет их экспортное подразделение ООО Шенгмайт. Информация там довольно техническая, что уже хороший знак.
Ключевые узлы: где рождается качество (а иногда и проблемы)
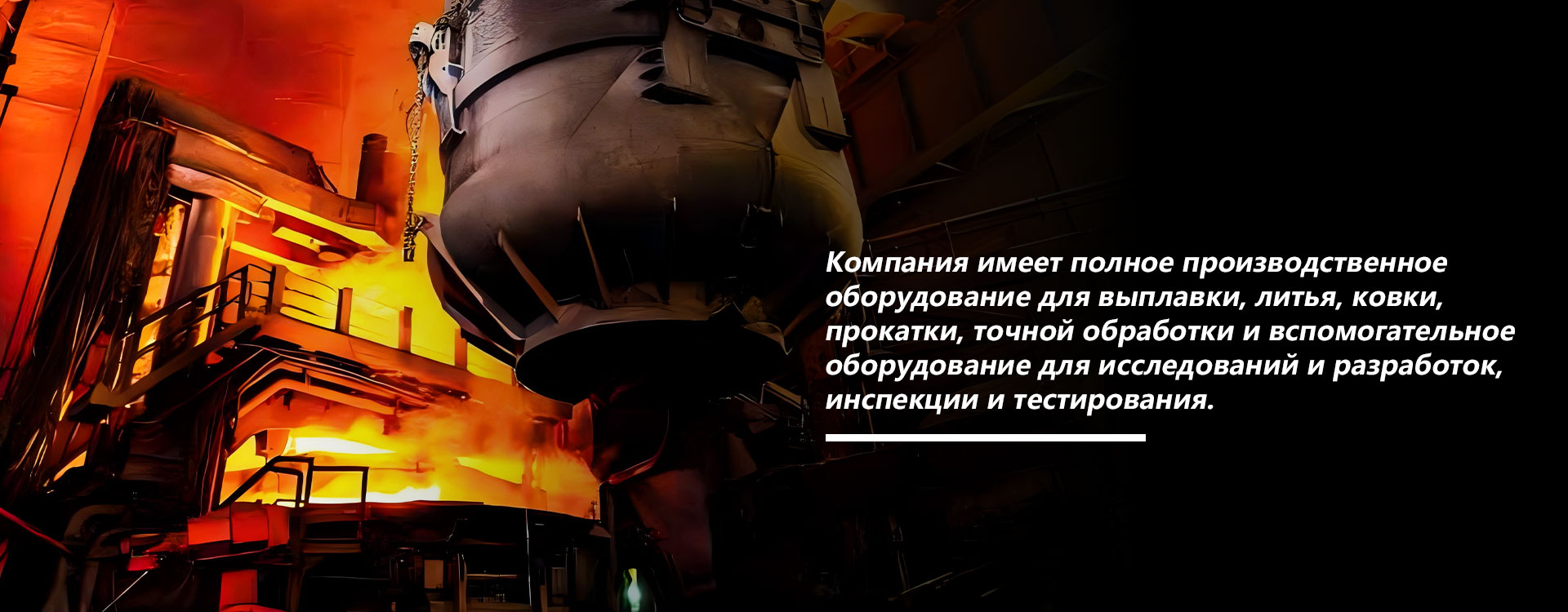
Металлургический передел и разливка
Всё начинается здесь. На заводах, которые я посещал, разброс огромен. Где-то стоит современное оборудование для вакуумно-дугового переплава или электрошлакового переплава (ЭШП) для ответственных марок. Это сразу видно по чистоте стали. Но для многих позиций по EN 10302 идут по пути электродуговой печи + ковш-печь. В принципе, достаточно, если контроль химии точен. Но вот момент с разливкой: непрерывная разливка — это норма, но диаметр заготовки и скорость охлаждения влияют на ликвацию. Мелкие заводы иногда экономят на доводке оснастки для разливки, и получается неоднородность.
Обработка давлением и термообработка
Ковка или прокатка. Тут важно не столько оборудование (хотя мощный пресс — это плюс), сколько соблюдение температурных карт. Перегрев заготовки перед ковкой — частая беда в погоне за производительностью. Он приводит к росту зерна, который потом не всегда исправишь. Термообработка — священная корова. Печи с защитной атмосферой — уже не роскошь, а необходимость для нержавеющей стали, чтобы избежать обезуглероживания и окалины. Но видел и камерные печи, где нагрев неравномерный. В итоге одна сторона заготовки имеет другую твердость.
Контроль качества: бумажный и реальный
Сертификат — это обязательно. В Китае сейчас с этим строго. Но вопрос в глубине контроля. Стандартный набор: спектральный анализ, испытания на растяжение, ударная вязкость, измерение твердости. Этого хватает для формального соответствия EN. Но для ответственных применений нужна проверка ультразвуком на внутренние дефекты, металлография. Крупные заводы делают это выборочно или по запросу. Мелкие — часто только по спецзаказу и за доплату. Настоящая ?технология? контроля проявляется, когда поставщик сам, без напоминания, предоставляет полный пакет данных, включая микрофотографии.
Сычуань: не только панды, но и металл
Провинция Сычуань, где базируется упомянутая Shifang Xingong, — это целый кластер металлургических и машиностроительных предприятий. Исторически здесь развивалась тяжелая промышленность. Преимущество — в комплексности: часто есть доступ к сырью, энергия, налаженные логистические цепочки. Заводы здесь могут быть не такими раскрученными, как в прибрежных зонах, но зато с глубокой специализацией.
Например, производство штамповой стали и пресс-форм. Они часто работают ?в связке?: одно предприятие делает сталь, другое — обрабатывает её в инструмент. Это создает внутренний цикл обратной связи. Технологи сталелитейного цеха знают, с какими проблемами сталкиваются фрезеровщики на соседнем заводе, и могут подстроить параметры. Такая практика бесценна. Компания из Шифана, судя по описанию, как раз из этой категории — производитель специальных материалов, а не просто торговец металлопрокатом.
Минус региона — логистика для экспорта. До порта далеко. Но многие, как ООО Шенгмайт, решают это через экспортные компании, которые берут на себя вопросы с документами, сертификацией и доставкой. Для покупателя из СНГ это часто удобнее, чем работать напрямую с гигантом вроде Baosteel.
Выводы без глянца: на что смотреть при выборе
Итак, возвращаясь к исходному вопросу. ?? — это вопрос не ?да? или ?нет?, а ?у кого и в каком контексте?. Технологии есть, и часто на очень достойном уровне. Но они не универсальны.
Первое — ищите специализацию. Завод, который делает всё, от арматуры до высоколегированной стали, — это риск. Лучше тот, кто фокусируется на инструментальных сталях, коррозионно-стойких сплавах. Как та же Shifang Xingong, которая заявляет именно эту нишу. Их сайт smtmaterial.ru — хорошая точка входа, чтобы оценить ассортимент и, что важно, техническую грамотность описаний.
Второе — требуйте не только сертификат, но и детальные техотчеты по вашей конкретной партии. Спросите о методе разливки, режимах термообработки. Реакция менеджера будет показательной. Если он связывается с цехом и дает внятные ответы — это зеленый свет.
Третье — не бойтесь давать свое техническое задание (ТЗ). EN 10302 — это рамки. Внутри них можно и нужно конкретизировать: допустимые пределы по твердости, особые требования к чистоте поверхности или ультразвуковому контролю. Хороший технологичный завод воспримет это как нормальную практику, а не как придирки.
В конечном счете, технология — это не только машины, а люди и процессы. Китайские производители давно прошли путь простого копирования. Сейчас многие из них — это прагматичные инженеры, которые готовы решать сложные задачи, если видят в этом долгосрочный интерес. Задача покупателя — правильно сформулировать задачу и найти того, кто говорит с тобой на одном техническом языке.