











?Китай GB/T 1220 производитель: инновации??
2026-02-03
Китай GB/T 1220 производитель: инновации?
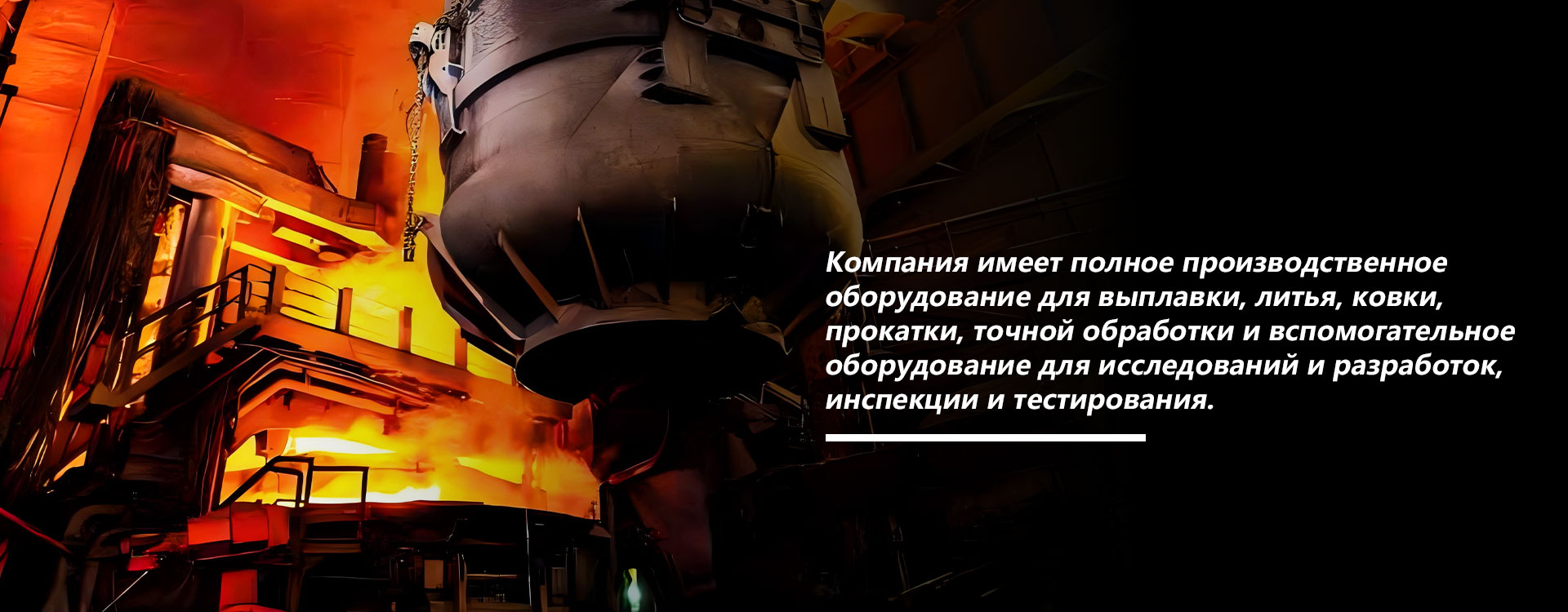
Когда слышишь ?GB/T 1220? и ?инновации? в одном предложении, многие сразу думают о лабораториях и патентах. Но на деле всё часто упирается в цех, в термообработку и в умение договориться с металлом. Вот об этом и поговорим.
Что скрывается за цифрами стандарта
GB/T 1220 — это не просто библия для закупщиков. На бумаге всё ясно: химический состав, механические свойства. Но когда начинаешь работать с конкретным производителем, понимаешь, что стандарт — это нижняя планка. Допустим, берешь нержавейку марки 2Cr13. По стандарту всё в норме, но при обработке резанием начинает ?вязнуть?, инструмент горит. Почему? Часто из-за отклонений в структуре после ковки, которые в рамках ГОСТа или GB/T допустимы, но для конечной детали — критичны.
У нас был случай с одним заводом в Цзянсу. Они жаловались на трещины в поковках из 4Cr13. По сертификатам всё идеально. Пришлось лезть вглубь: оказалось, проблема в скорости охлаждения слитка на этапе, который стандартом вообще не регламентируется. Производитель, с которым мы тогда работали, как раз из Сычуани, смог поднять историю плавки и скорректировать режим. Это и есть та самая ?инновация? — не всегда про новый сплав, а про точечное управление процессом, которое знаешь только из опыта.
Именно поэтому выбор поставщика — это не сравнение цен в таблице Excel. Нужно смотреть, может ли завод отследить историю плавки для конкретной партии, как у них организован контроль на промежуточных этапах. Многие китайские заводы сейчас вкладываются именно в эту трассируемость, понимая, что это их конкурентное преимущество на экспорт.
От сплава к детали: где рождаются проблемы
Частый миф: если сталь соответствует GB/T 1220, то деталь из неё получится гарантированно. Реальность жестче. Возьмем, к примеру, мартенситные стали для режущего инструмента. Их главный камень преткновения — деформация при закалке. Можно получить идеальные по твердости образцы, но вал длиной метр поведет ?винтом?. Это вопрос не столько химии, сколько технологии термообработки: как загрузили печь, как циркулирует среда, как остужали.
Мы как-то заказывали партию прутка 9Cr18MoV для ножевого производства. Заявленная твердость после термообработки была достигнута, но при шлифовке лезвия пошли микротрещинами. Стали разбираться. Выяснилось, что при волочении прутка на заводе-изготовителе немного перегрели металл, что привело к неравномерности зерна. В сертификате этого не увидишь, но на финишной операции это вылезло. Пришлось вместе с технологами производителя сидеть и прописывать новый регламент на волочение. Инновация? Скорее, кропотливая доводка.
В этом контексте полезно смотреть на компании, которые специализируются на конкретных видах продукции. Например, ООО Шенгмайт (Сычуань) Металлический Материал (Экспортная компания), представляющая завод Shifang Xingong Metal Materials. Их сайт (https://www.smtmaterial.ru) четко указывает на специализацию: формовочная сталь, прутки, проволока, плиты. Такая узкая направленность часто означает, что они глубоко знают проблемы именно этих типоразмеров и форм, и их R&D сфокусирован на практических улучшениях, а не на абстрактных исследованиях.
Инновации как решение ?грязных? задач
Под инновациями в металлургии часто подразумевают новые марки сталей. Но чаще успех кроется в адаптации существующих. Яркий пример — работа с коррозионно-стойкими сплавами для химической аппаратуры. Требуется не просто стойкость к среде, а еще и свариваемость без потери свойств в зоне шва.
Одна наша история закончилась неудачей, но она показательна. Заказчику нужен был теплообменник из стали, близкой к 316L, но для работы с более агрессивной средой. Мы вместе с одним заводом попробовали микролегировать её редкоземельными элементами, чтобы повысить стойкость к точечной коррозии. Лабораторные тесты были обнадеживающими. Но при масштабировании до промышленной плавки не смогли добиться стабильного распределения добавок по всему объему слитка. Получили ?пятнистый? материал. Это был дорогой урок, который показал, что между лабораторной индукционной печью и 100-тонной дуговой печью — пропасть.
Успешные же инновации выглядят приземленнее. Например, тот же завод Shifang Xingong, согласно информации, работает с осаждающимися закаленными нержавеющими сталями. Улучшение их прокаливаемости или стабильности размеров при старении — это огромная работа по оптимизации режимов. И это ценнее для инженера на заводе, чем громкое название нового сплава.
Роль экспортёра: больше чем просто посредник
Когда работаешь с китайским материалом на внешний рынок, особенно на СНГ или в Европу, одного соответствия GB/T 1220 мало. Нужны дополнительные сертификаты, часто испытания по ASTM или EN. И здесь важно, как экспортная компания строит процесс.
Идеальный партнер — это не тот, кто пришлет PDF-ку сертификата, а тот, кто организует выборочные испытания в аккредитованной лаборатории по твоему запросу. Или кто сможет предоставить образцы для самостоятельных тестов. Мы, например, всегда просим не только сертификат завода, но и протоколы испытаний от независимой лаборатории в Китае, которая признается нашими клиентами.
ООО Шенгмайт, как экспортное подразделение, в этом плане интересна своей позицией. Будучи напрямую связанной с производством (Shifang Xingong Metal Materials Co., Ltd., основанным ещё в 2003 году в зоне развития Шифана), они могут оперативно решать такие вопросы. Не нужно неделями ждать ответа от менеджера по продажам завода — можно быстрее выйти на технологов. Это сокращает время на решение проблем, когда, например, партия на границе, а у таможни вопросы по классификации.
Их расположение в Сычуани, кстати, не случайно. Это традиционно сильный промышленный регион с кластером предприятий специальной металлургии, что создает хорошую среду для обмена опытом и кадрами.
Взгляд вперёд: куда движется отрасль
Если говорить о трендах, то главный — это предсказуемость и стабильность. Заказчики устали от сюрпризов, даже позитивных. Им нужна десятая партия, идентичная первой. Поэтому ?инновации? сейчас всё больше смещаются в область контроля качества и big data. Внедрение систем, которые анализируют данные с каждой плавки, каждого прохода прокатного стана, чтобы предсказать свойства конечного продукта.
Второй тренд — экологичность процессов. Не в маркетинговом смысле, а в прямом: снижение энергозатрат на тонну стали, переход на более эффективные технологии термообработки. Это тоже инженерная работа, требующая модернизации оборудования и переобучения персонала.
И, наконец, кастомизация. Всё меньше работает подход ?у нас есть три марки на складе, выбирайте?. Всё больше запросов на небольшие партии материала с конкретными, слегка подкорректированными под задачу свойствами. Способность производителя гибко реагировать на такие запросы, провести пробную плавку и выдать образец — это и есть высший пилотаж. И в этом, пожалуй, и заключается настоящая инновация в контексте GB/T 1220 и китайского производства сегодня: не в написании нового стандарта, а в умении выйти за его рамки, чтобы решить конкретную проблему конкретного станка в цеху на другом конце света.
Так что, возвращаясь к заглавному вопросу — да, инновации есть. Но ищите их не в заголовках пресс-релизов, а в деталях техкарт, в диалоге с инженерами завода и в способности поставщика разобраться в проблеме, которая родилась уже у вашего токаря.