











Китайские производители ASTM B564?
2026-01-18
Когда ищешь поставщиков по этому стандарту, часто натыкаешься на одно и то же: множество сайтов заявляют о производстве, но по факту половина — просто перепродавцы. ASTM B564 — это ведь не просто сплав, это спецификация на поковки из никелевых сплавов, меди и других цветных металлов. Многие путают её с поставкой прутка или листа, но тут речь о кованых изделиях — фланцах, фитингах, патрубках. И вот тут начинается самое интересное: реальных производителей, у которых есть прессы, печи и, главное, опыт в точном соблюдении этой спецификации, не так уж и много. Часто видишь в каталогах ?ASTM B564?, а потом выясняется, что завод делает отливки по A494, а не поковки. Это две большие разницы в механических свойствах и методах контроля.
Что скрывается за сертификатами
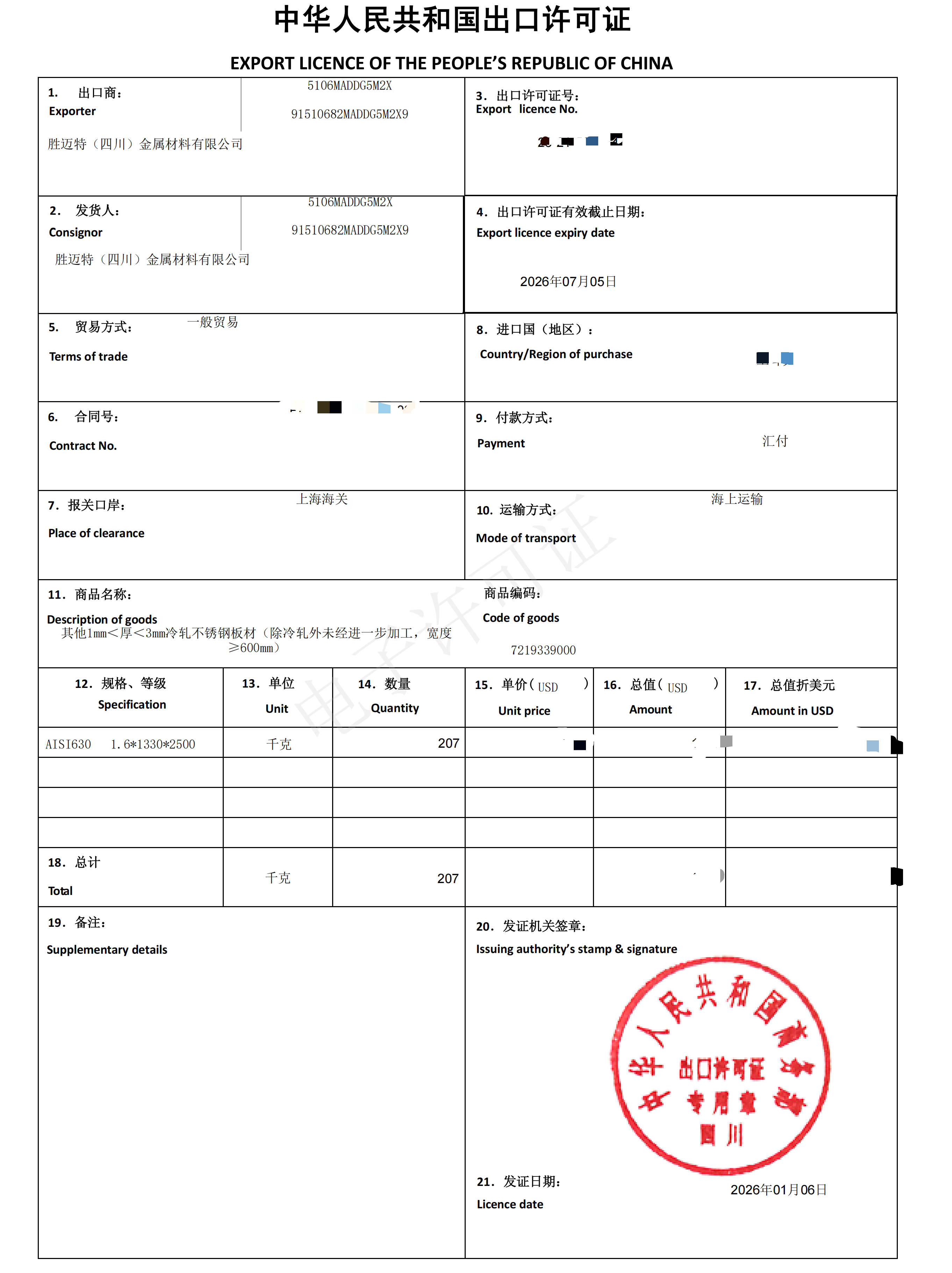
Работая с китайскими заводами лет десять, я научился смотреть не на красивые PDF с логотипами, а на детали. Например, сертификат соответствия ASTM B564 должен чётко указывать тип сплава (скажем, Alloy 625), состояние поставки (solution annealed), результаты механических испытаний и, что критично, результаты неразрушающего контроля. Часто присылают сертификат ?в духе? стандарта, где нет данных об УЗК или рентгене. Это первый звоночек. Однажды мы заказали партию фланцев из монеля 400 по B564 у, казалось бы, солидного поставщика. Пришла документация, вроде всё гладко. Но наш инженер по качеству запросил калибровочные сертификаты на измерительное оборудование, которым проводились испытания. И тут началась тишина, потом отговорки. В итоге пришлось делать инспекцию на месте — и выяснилось, что испытательная машина не поверялась года три. Партию, естественно, отклонили. Доверяй, но проверяй каждый лист бумаги.
Ещё один момент — происхождение заготовки. Китайские производители часто делятся на две категории: те, кто сами плавят и куют, и те, кто покупает готовую поковку (например, у того же ?Тисина? или ?Баошаня?) и только её обрабатывает. Для конечного пользователя это может быть неочевидно, но разница в контроле качества и прослеживаемости огромная. Если завод покупает слитки на стороне, он должен предоставить сертификат материала от металлургического комбината. Иногда эта цепочка теряется, и в документах возникает магическое ?происхождение: Китай?. Для ответственных применений в энергетике или нефтехимии это неприемлемо.
Поэтому мой совет: первый вопрос производителю должен звучать так: ?Покажите ваши прессы (гидравлические или штамповочные молоты) и сертификаты на них, а также ваши процедуры по контролю температуры нагрева заготовки перед ковкой?. Реакция на этот вопрос многое проясняет. Некоторые начинают сразу говорить о ценах и сроках, уходя от ответа.
География производства и её подводные камни
Принято считать, что все серьёзные металлургические мощности сосредоточены вокруг Шанхая или в провинции Цзянсу. Это верно для многих стандартных марок нержавейки. Но когда речь заходит о ASTM B564 и сложных никелевых сплавах вроде Хастеллой C-276 или Инколоя 825, картина меняется. Крупные, известные на мировом рынке игроки, безусловно, есть в тех регионах. Однако, есть и менее раскрученные, но технологичные заводы внутри страны, например, в Сычуани или Хэнане. Их плюс — часто более гибкие условия и готовность работать с малыми партиями. Но минус — логистика и иногда устаревшее, но ещё рабочее оборудование.
Вот, к примеру, попадалась мне компания ООО Шенгмайт (Сычуань) Металлический Материал (Экспортная компания). Их сайт smtmaterial.ru позиционирует их как экспортёра. За ними стоит фабрика Shifang Xingong Metal Materials Co., Ltd., основанная в 2003 году в зоне экономического развития города Шифан, провинция Сычуань. Они заявляют о специализации на специальных металлических материалах, включая коррозионно-стойкие сплавы. В их списке продукции есть прутки, проволока, плиты — это наводит на мысль, что они могут быть именно производителем полуфабрикатов. Но для ASTM B564 ключевой вопрос: куют ли они сами? Или они режут и обрабатывают покупные кованые прутки? На сайте в разделе ?производственные возможности? я бы искал фотографии именно ковочных цехов, а не только токарных станков. Это типичная ситуация: многие заводы в Сычуани имеют мощную базу по деформации металла, но не всегда активно продвигают именно поковки по западным стандартам, делая упор на внутренний рынок.
Работая с таким регионом, всегда надо закладывать дополнительное время на транспортировку до порта. И важно понимать, есть ли у завода опыт прямых отгрузок за рубеж, или они работают через торговые компании в Шанхае. Последний вариант добавляет ещё одно звено в цепочку, что может осложнить коммуникацию по техническим вопросам.
Цена vs. Контроль процесса: где ловушка
Самое большое искушение — выбрать предложение с самой низкой ценой. С ASTM B564 это почти гарантированно приведёт к проблемам. Себестоимость здесь формируется не столько материалом (хотя никель — дорогой), сколько контролем на каждом этапе: плавка (часто вакуумно-дуговая или электрошлаковый переплав для чистоты), сама ковка с контролем градиента температур, термообработка в печах с точным профилем, и затем полный комплект испытаний. Если цена подозрительно низкая, почти наверняка экономят на одном из этих этапов.
Например, термообработка. Для сплава 625 по B564 требуется растворный отжиг при температуре около 1100°C с последующим быстрым охлаждением. Если печь не обеспечивает равномерность температуры (±15°C), или если охлаждение происходит на воздухе в цеху, а не водой или под струёй воздуха, свойства материала будут неоднородными. Это может не выявиться при стандартных испытаниях на растяжение образца, но проявится в виде межкристаллитной коррозии в агрессивной среде через год эксплуатации. Производитель, который дорожит репутацией, предоставит графики термообработки для каждой печи. Я видел такие графики от хороших заводов — это не просто бумажка, а распечатки с датчиков, привязанные к номеру партии.
Однажды мы попались на ?оптимизации? испытаний. Завод предложил отличную цену, все сертификаты были. Но в спецификации MTR (Mill Test Report) вместо полного химического анализа (по всем элементам, включая вредные примеси вроде свинца или висмута для медных сплавов) был указан только ?основной состав?. Когда мы настояли на полном анализе по ASTM E1473, выяснилось, что содержание фосфора превышает лимит. Производитель тогда сказал: ?Но ведь это не влияет на прочность?. Влияет, ещё как, на свариваемость и коррозионную стойкость! Пришлось весь материал возвращать. С тех пор в наших техзапросах чёрным по белому пишем: ?Полный химический анализ согласно ASTM E1473 (или E354 для сталей) обязателен?.
Практические нюансы заказа и инспекции
Допустим, производитель вроде бы прошёл первичный отбор. Дальше — этап технико-коммерческого предложения. Здесь нужно быть дотошным. В запросе обязательно указывайте не только ?ASTM B564?, но и конкретный класс сплава, размеры, чертёж с допусками, требования к механической обработке поверхности, вид упаковки (например, защита от коррозии VCI-бумагой для медных сплавов). И главное — условия приёмки. Будете ли вы отправлять своего инспектора (третью сторону) или доверяете отчётному инспектору завода? Для первой партии я всегда рекомендую независимую инспекцию, например, SGS или BV, с обязательным присутствием при испытаниях на разрыв и твёрдость.
На месте инспектор должен проверить не только конечный продукт, но и маркировку. По B564 маркировка должна быть чёткой, несмываемой и включать номер стандарта, марку материала, номер плавки, номер термической обработки и клеймо инспектора. Бывает, что маркируют краской, которая стирается при транспортировке. Это мелочь, но она говорит о культуре производства.
Ещё один практический момент — образцы для испытаний. Они должны вырезаться из той же плавки и проходить ту же термообработку, что и изделие. Хороший завод предоставит фото или видео процесса вырезки образцов-свидетелей. Плохой — пришлёт сертификат, где номер плавки образцов не совпадает с номером плавки на готовых фланцах. Такое тоже было.
Вместо заключения: как искать надежного партнера
Итак, возвращаясь к исходному вопросу. Поиск китайского производителя по ASTM B564 — это не поиск по каталогу. Это расследование. Начинать стоит не с Alibaba, а с отраслевых реестров и одобрений. Есть ли у завода сертификат ISO 9001, причём не просто бумажка, а реально работающая система? Есть ли одобрения от крупных нефтегазовых или энергетических компаний? Часто такие списки (AVL — Approved Vendor List) являются хорошим фильтром.
Затем — прямое общение. Задавайте неудобные технические вопросы. Просите фотографии и видео производственного процесса, а не только склада готовой продукции. Запрашивайте контакты прошлых зарубежных клиентов для получения отзывов (хороший завод даст 1-2 контакта с их разрешения).
И, наконец, рассматривайте такие компании, как ООО Шенгмайт, не как конечного производителя поковок (это нужно уточнять), а как потенциального ответственного поставщика, который может иметь прямые контракты с ковочными цехами и обеспечивать полный пакет документации и экспортное оформление. Их сила может быть именно в глубоком знании местных производственных ресурсов в Сычуани и умении организовать контроль качества от плавки до отгрузки. Но в любом случае, фокус должен оставаться на технологических возможностях фабрики-изготовителя, которая стоит за ними. В этом вся суть работы с Китаем по таким спецификациям: нужно докапываться до самого корня, до стана или пресса, где металл деформируется. Всё остальное — уже обработка и бумаги.